


We wanted the best of the best
An article about our partner Cortizo and our solutions for extrusion
We’re absolutely thrilled that the magazine K-PROFI has published an exciting article about our customer Cortizo and us! Dive into the fascinating world of extrusion and discover how we, together with Cortizo, are driving innovative solutions and exceptional quality in the industry.
Explore the details and be inspired by the expertise and success showcased.
The article is now available online in german: To the article
A big thank you to Cortizo and K-PROFI for the collaboration and for giving us the opportunity to share these exciting insights!




Translation: ©Exelliq
“We wanted the best of the best”
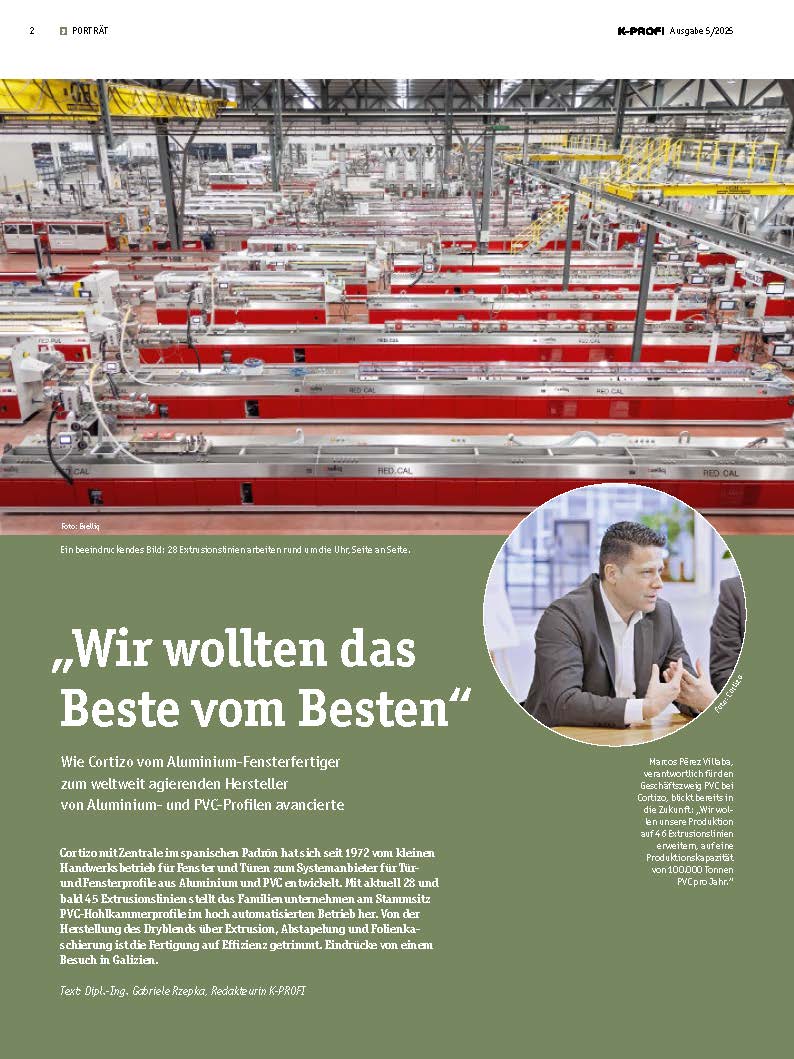
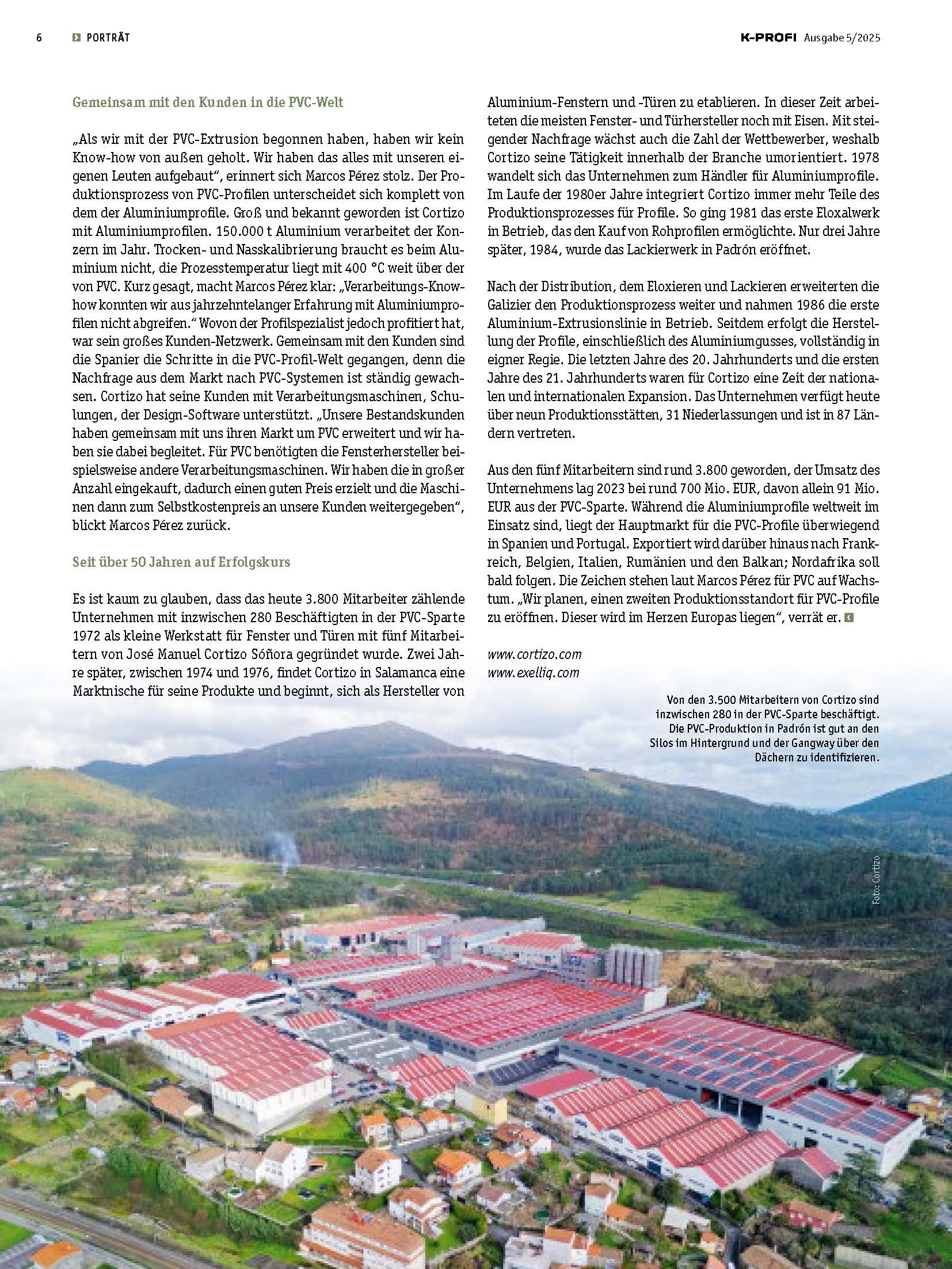
How Cortizo went from aluminum window manufacturer to global producer of aluminum and PVC profiles Cortizo, headquartered in Padrón, Spain, has grown since 1972 from a small workshop for windows and doors to a system provider for aluminum and PVC door and window profiles. With currently 28 and soon to be 45 extrusion lines, the family-owned company manufactures PVC hollow chamber profiles at its headquarters in a highly automated operation. From the production of the dry blend to extrusion, stacking, and film lamination, manufacturing is geared toward efficiency. Impressions from a visit to Galicia.
Upon entering Cortizo's PVC extrusion facility in Padrón, the color red dominates. This is hardly surprising, given that almost all of the extrusion lines come from Exelliq Austria in Nußbach, Austria. The main and co-extruders are from Battenfeld-Cincinnati in Vienna, Austria, while Exelliq supplied the 40 single-screw extruders for applying the sealant to the profiles. Marcos Pérez, head of the PVC division, explains why the Galician company decided on this partnership: “When it comes to extruding aluminum profiles, no one can beat us. We are one of the market leaders. When we considered entering the PVC profile extrusion market in 2013, we knew that we couldn't afford to make any mistakes if we wanted to compete with the established market players. That's why we wanted the best of the best in terms of equipment so that we could manufacture high-quality products. We conducted a comprehensive study at European level, focusing on Austria and Germany, to set up our first PVC production plant. During our analysis, we found that many of the factories we visited were heavily reliant on manual labor. That was out of the question for us and was the deciding factor in our decision to use state-of-the-art technologies to optimize our processes.” In 2014, the company installed the first two machines in its halls and began production of window systems in 2015. Today, 28 extrusion lines process around 50,000 tons of PVC per year around the clock. The last seven lines were not installed until 2024, with five parallel and two conical counter-rotating twin-screw extruders, all from Battenfeld-Cincinnati. Marcos Pérez is already looking to the future: “We want to expand our production to 45 extrusion lines, with a production capacity of 100,000 tons of PVC per year. We always try to operate at around 70 percent capacity in order to maintain reserves. If an order comes in at short notice, we can easily serve this customer and always meet our promised delivery times of three weeks. That's important to us.”
Well thought-out workflow
In addition to the Exelliq extrusion lines that fill the production hall side by side, another aspect stands out: the facility is sparkling clean and state-of-the-art. The entire production process, including the destacking of the finished profiles, is automated. This starts with the production of the dry blends. The PVC raw material is delivered in silos, as are titanium dioxide (TiO2) and calcium carbonate (CaCO3). Other additives are available in big bags. The mixing area is arranged vertically and is based on two basic recipes: one white with TiO2, one non-white without TiO2. The silo material enters one of the five heating/cooling mixers from a German manufacturer from above. Recipe management is completely digitalized and centrally controlled. Other additives such as stabilizers or impact modifiers are added in the appropriate quantities as required. Once the dry blend has been mixed, the mixture is fed to the extruders via intermediate silos. Most of the tools at Cortizo come from Exelliq. Tool changes take place several times a week on the lines. These must be carried out as quickly as possible. To this end, Cortizo relies on the “Profile.Starter” start-up system from Exelliq. Marcos Pérez explains: “This simple device is a real asset. It allows us to achieve the first good part twice as fast. As a result, we have less scrap and can restart production more quickly.” With the Profile.Starter, hollow chamber profiles can be shaped within three meters and subjected to vacuum. During the start-up process, the operator clamps a start-up grip (Profile.Grip) onto the profile emerging from the die. This is connected to a cable that has been fed through the entire wet calibration and extraction process. The Profile.Starter pulls the profile through the wet calibration with a force of 14 kN. The tanks are closed from the start, enabling efficient evacuation right from the outset. Werner Huber, CSO at Exelliq, explains: “The start-up time is halved and scrap is reduced by up to 80 percent. It's a simple solution with a big impact.” Cortizo is also very satisfied with the start-up aid and has three of the devices in use. As they are mobile, operators simply push them to the appropriate extrusion line for the start-up process. At Cortizo, start-up rods and scrap are sent to the company's own PVC recycling plant in Guadalajara in central Spain, where the company processes both window manufacturers' offcuts and old windows.
We rely on automation
In 2024, Cortizo not only ordered seven extruders with the corresponding extrusion lines from Exelliq, but also five “iQ.Stack” stacking systems – also from Exelliq. The stacking systems are integrated into the existing extrusion lines. After the calibration section, the profiles enter the caterpillar pull-off and are usually cut to length to 6.50 m at the end. The pusher pushes the separated profile onto the stacker table. The stacker recognizes from the stored program what type of profile with which dimensions and geometries it is dealing with and knows according to which packing pattern the profiles are to be placed in the cassette. How this works was clearly demonstrated during the on-site visit. To achieve the ideal packing density, the stacker rotates every second cut profile by 180°. To do this, a toothed ring grips the profile and holds it in place. A half-shell is integrated at the end of the table, which lifts slightly when the toothed ring rotates. This facilitates the 180° rotation. The profiles are transferred from the table to a storage device consisting of several foldable angle brackets using a pusher – always rotated alternately. When the layer is full, five contacts move over it. Two clamping jaws at the front and rear hold the layer in position, the angle brackets fold against the system, and the clamping jaws lower the layer into the cassette. As soon as the contact positioned in the middle of the layer detects that the sagging profiles in the middle are touching the bottom of the cassette, the clamping jaws move back and the layer slides into the cassette. On the line where Marcos Pérez explains the stacker, the cassette holds a total of 80 profiles. After around 1.5 hours of production time, the cassette is full. An operator disconnects the cassette from the stacking device and moves the unit, which is mounted on a rail system, forward. After folding the protective film in the cassette over the top layer, he takes it to the warehouse, unloads the contents, and returns with an empty cassette. He docks it back onto the iQ Stack. Marcos Pérez makes it clear: “We rely on automation as the key to optimized production. Many of our competitors on the market still do a lot of things manually. That's not a solution for us.” Exelliq tailored the five new iQ.Stack units to Cortizo's needs. “We incorporated Cortizo's experience with existing stacking systems into the design of our systems. To do this, we looked at where the profiles could get stuck in the stacking system and saw where things weren't running smoothly. Together with Cortizo, we continued to optimize our stacking system until it was just right. It was a very fruitful collaboration,” recall Wolfgang Degwerth, CEO at Exelliq, and Werner Huber. One point was important to Cortizo in the new system: the operator should be able to approach the stacked profiles freely and safely in order to remove individual ones if necessary. For this reason, they had to be easy for employees to reach and handle. Marcos Pérez is very satisfied with the result: “We have a system that meets our needs exactly. The delivery time was short and the price very fair. We can also rely on Exelliq for support. That's important because if there's ever a problem, we need to solve it quickly.”
Profile lamination for colored decors
Cortizo offers window and door profiles in around 250 different designs in its PVC division. The company trains and advises window manufacturers on which profile geometry is suitable for which purposes. This depends on the size and weight of the finished windows or doors, the type of glazing, the opening and closing mechanism, thermal insulation, design, and much more.
The lion's share of the profiles are white, but the demand for other looks varies significantly from region to region. White profiles get their color and protection against yellowing from UV radiation from TiO2. Color and protection for other finishes are provided by film lamination. At least 42 types of film are available, and nine lamination lines apply the films to the profiles. Marcos Peréz explains: “With the new laminating systems, the pressure rollers can be changed within 10 minutes, whereas with the three older models, the change takes two hours.” All parameters for each profile geometry that runs on the new laminating systems are stored in the system. When changing profiles, the rollers can then be adjusted in a flash. The systems are currently still loaded manually. The operator places the profile in the machine, then the primer is applied and dried. The profile then passes through the heating section, followed by the film application. The numerous rollers generate the contact pressure that ultimately causes the film to adhere to the profile. Cortizo purchases the films in widths of 660 mm and cuts them to the required profile widths on two machines. Marcos Peréz reiterates: “We deliver every profile in every color and quantity to our customers within three weeks. We have 42 decors in our standard range, but we can access another 200 colors if the customer wishes.” The laminating lines are currently still located separately in their own hall. This will change as part of the planned expansion. A walkway above the roofs of the existing buildings will connect the existing extrusion line with the 18 new lines, which will be housed in a separate hall. The laminating lines will also be relocated to a separate hall at the new production facility. The new laminating line will feature automated systems for feeding and removing profiles. In addition, an automated warehouse will be built to manage the picked orders for finished products. This is important for Cortizo, as the company does not impose minimum order quantities on its customers – the minimum order quantity is just one profile, regardless of the design. “Our most important laminated products are manufactured with inline lamination directly on the extrusion lines. We currently have four lines, but we will add more in the next expansions,” says Marcos Pérez, looking to the future.
